In addition to the basic design of the collector, there are a number of mist properties that will affect the performance of a mist collector:
- Mist Concentration – the amount of mist contained in a volume of air varies widely from application to application. Measured mist concentrations as low as 3 mg/m³ and as high as 37 mg/m³ have been observed in field testing. It is likely actual applications have an even larger range of mist concentrations. OSHA limits for airborne metalworking fluids vary – from 5 mg/m³ (8-hour exposure) for mineral oil, to 15 mg/m³ (8-hour exposure) for other coolants. NIOSH -recommended limits are lower, down to 0.4 mg/m³.² In a general office environment, particulate matter concentrations tend to be in the range of 0.02 – 0.03 mg/m³ – substantially lower than mist concentrations near metalworking operations.
- Mist Temperature – condensation can occur as high temperature mist cools, which can affect droplet size and means of collection. For water-based coolants, the water will evaporate at higher temperatures and lower relative humidity levels, thus creating smaller droplet sizes. Filter media operating temperature limits are also important to consider when selecting a mist or smoke collection technology.
- Type of Mist – different types of mist droplets will have different surface tension and viscosity properties, which impact a mist collector’s ability to coalesce and drain the mist.
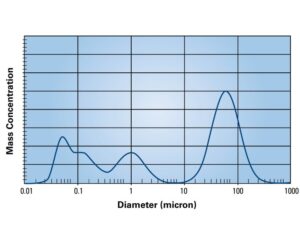
- Mist Droplet Size Distribution – in general it is easier to capture larger droplet sizes, but large droplets also can be a significant contributor to the overall mass of liquid contained in the mist, which must eventually drain from the collector. Figure 1 shows a hypothetical mist and smoke droplet size distribution.
- Inclusions – if a mist is clean, it does not contain dry particles and we only need to be concerned about coalescing, and draining the liquid. However, a dirty mist will also contain a fraction of dry particles (swarf) that must also be separated from the airstream.
Collectors that use fibrous filter media rely on four filtration mechanisms to remove mist and smoke droplets from an airstream (see Figure 2):
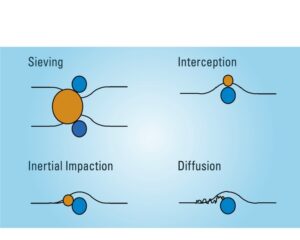
- Sieving is the predominant filtration mechanism collecting larger droplets, greater than 10 micron. Sieving occurs when the droplet is physically too large to pass between two or more fibers. Sieving is what stops a flying insect from going through a window screen. When the droplet contacts a fiber it adheres to the surface, coalesces with other droplets, and drains from the collector.
Inertial impaction is the filtration mechanism collecting mostly micron-sized droplets and larger. Inertial impaction occurs as the airstream is displaced by the media fiber while the droplet continues on its original course because of its mass.
Interception is the filtration mechanism collecting predominantly 0.1 to 1 micron size droplets. Interception occurs when a droplet follows an airstream but still comes close enough to a fiber to adhere to it.
Diffusion is the filtration mechanism predominantly collecting very fine droplets, less than 0.1 micron in size. Because the droplets are so small, they are influenced by molecular forces within the airstream, which cause the droplets to move in the same general direction as the airstream and yet move independent of it.
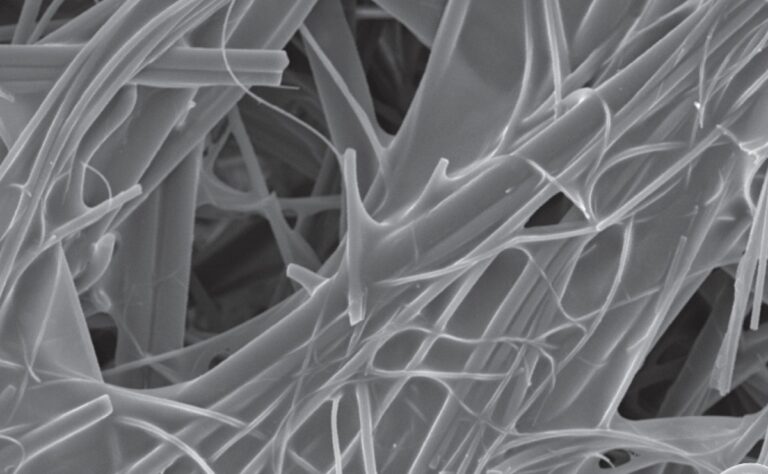
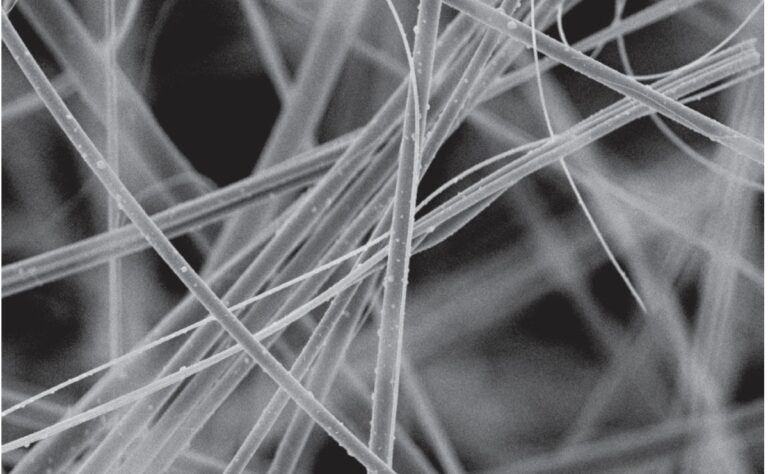
Once droplets adhere to the fibers in the filter media, they coalesce with other droplets on the fibers. When the coalesced droplet is big enough, the force of gravity will pull the droplet down along the fiber where it will drain. One of the big trade-offs in mist filtration is balancing the need for droplets to drain with the need for high efficiency. Higher filtration efficiencies can be achieved through the use of smaller fibers. But smaller fibers require resins to hold the media together, and resins prevent coalesced liquid from effectively draining (see Figure 3). Filter media made from small fibers, tend to plug up easily with captured liquid-like using a HEPA filter without any pre-separation (Figure 4). When filter media is made from large fibers, the draining characteristics are vastly improved, but the ability of the media to capture mist droplets (especially smaller ones) is severely compromised.