One way to minimize air volume and reduce pressure losses in a filtration system is to use good design practices from the start. Design is too broad and extensive a subject to be fully covered in this paper, but there are many good resources for design practices such as the Industrial Ventilation Conferences (http//www.michiganivc.org) and others. These conferences provide training on how to design exhaust systems that work with the least amount of total air volume, with minimum system static loss/resistance, and maximized fan performance.
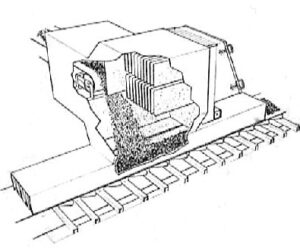
Many plants have installations similar to the one illustrated in Figure 1.

On external appearance, this is a very nice installation; but there is a problem with the elbow on the fan inlet. For a fan to perform at peak efficiency, it needs three to four diameters of the straight duct on the inlet between the last elbow and the actual fan inlet. (Ref 4) Without that straight run of duct, the air doesn’t uniformly fill the fan inlet, and the fan performs at less than the published rate and does not deliver design airflow. In fact, the location of the elbow at the inlet is equivalent to 0.9-inch wg pressure loss in the system.
Assuming a 17,000 cfm system operating 24 hours per day with an 80% efficient fan at $0.09 per kW hour, the installation consumes an unnecessary $1,960 per year in energy. That cost is incurred every year this system is in operation. If equipment layout and the cost of moving the fan a length equivalent to 4 diameters from the elbow may not be practical, unbolting the elbow and replacing it with an identical elbow with three turning vanes inside could reduce that annual penalty to as little as $435 – saving about $1,525 – and the system will provide increased airflow with no additional energy costs.
According to a national supplier of ducting components, the cost for installing turning vanes inside a 30-inch diameter, 5-piece elbow on initial installation is about $300. Compare that to the $1100 cost to install the new elbow as a retrofit given that it would take two maintenance men about half a day to replace. (Ref 5)
Good design is important. Less than good design costs extra as long as the system is in operation.