High-performance Fire & Explosion Prevention Systems for all Industrial Facilities
AST Canada installs BOSS Products EcoMAXX® family of Explosion Prevention, Fire Isolation and Diversion devices to keep any size facility as safe as possible.
Raptor Spark™
The Raptor Spark™ family of Fire and Explosion Prevention, Fire Isolation and Diversion devices are designed to keep any size facility as safe as possible. Automatic functions include hazard detection, system shut-down, isolation/abort, and extinguishing and/or suppression. Customized systems are programmed based on client specifications and can be as simple or complex as necessary to protect your individual facility.
ISO 9001 & ISO/IEC 17021 Certified
Member of IAF
Boss Explosion Prevention, Fire Isolation & Diversion Products
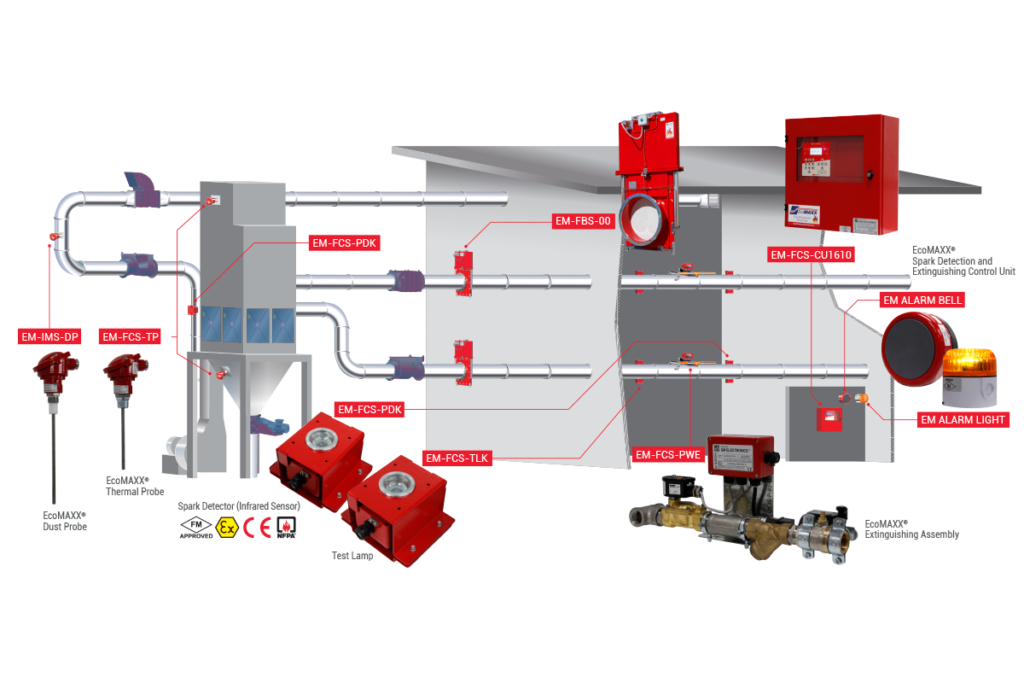
The Raptor Spark™ Detection and Extinguishing System detects and extinguishes sparks and glowing embers travelling through a duct system. The hazard is detected by infrared sensors and extinguished with water spray nozzles within milliseconds of detection.
BOSS Raptor Spark Detection & Extinguishing System Diagram
BOSS Raptor Spark™ Detection & Extinguishing System Overview
BOSS Raptor Spark™ Detection & Extinguishing System
Raptor Spark™ Detection and Extinguishing System
The Raptor Spark™ Detection and Extinguishing System is an FM APPROVED safety device designed to detect and extinguish sparks and glowing embers travelling through a duct system. The hazard is detected by infrared sensors and extinguished with water spray nozzles within milliseconds of detection.
The High Power Raptor Spark™ control module has the capacity to receive hazard alert signals from multiple components (Dust Probes & Thermal Probes) and monitor multiple duct zones and vessels. The Raptor Spark™ Detection and Extinguishing System is an essential Explosion Protection, Fire Isolation and Diversion device that is commonly installed with EcoMAXX® High-Speed Abort Gates, FireBreak Shutters, EcoMAXX®/VigilEX Explosion Vents and explosion certified EcoMAXX®/VDL Rotary Valves. Typical automatic functions include hazard detection, system shut-down, isolation/abort, and extinguish and/or suppression.
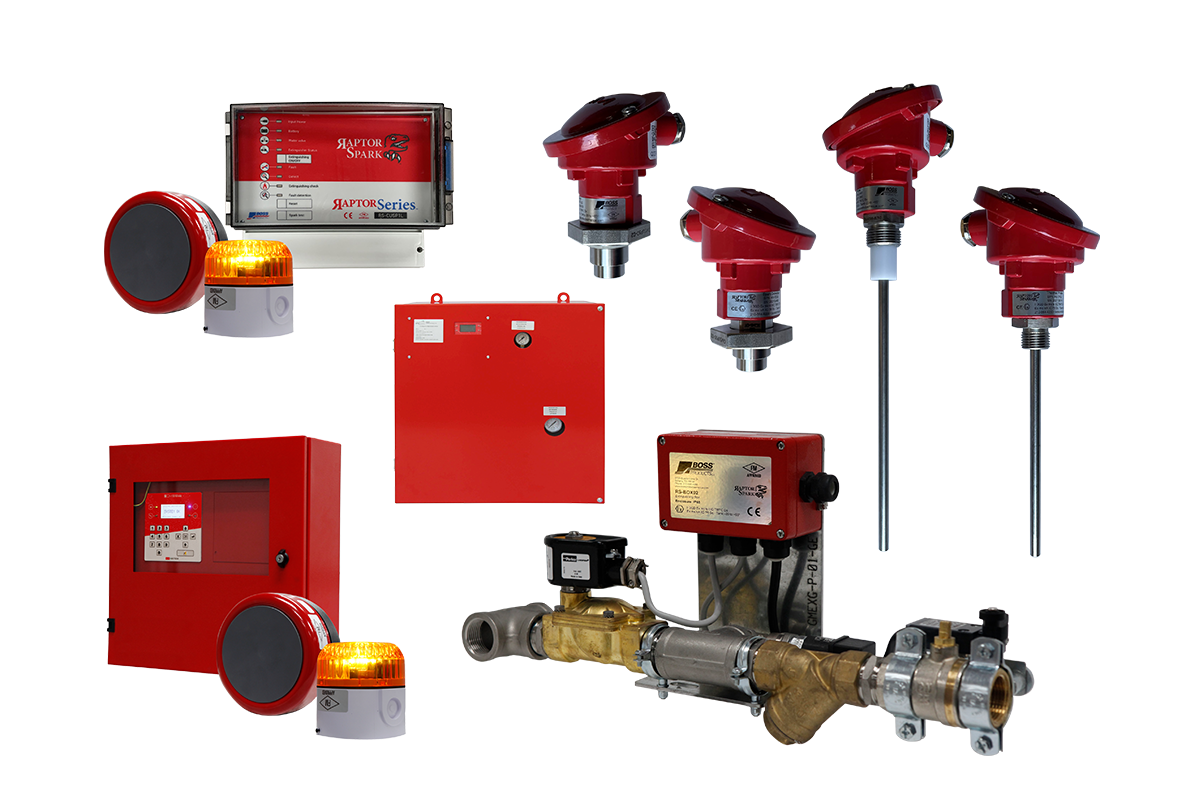
Boss Raptor Spark System Family of Products
Download Datasheet
Raptor Spark System Components
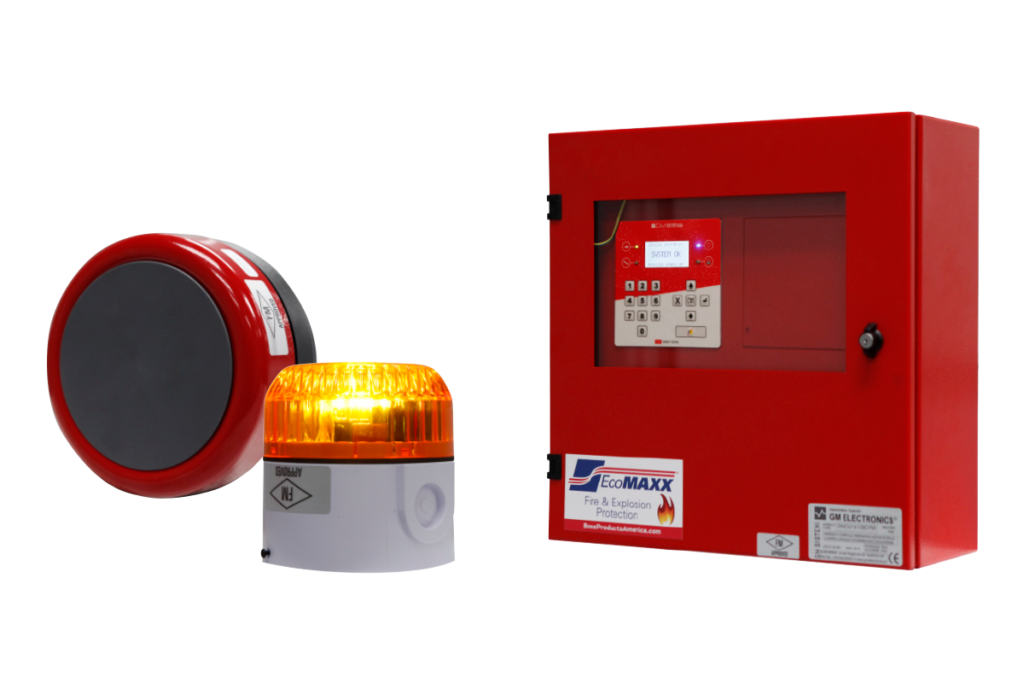
Raptor Spark™ Detection & Extinguishing Control Unit RS-PCUSP1L
The Raptor Spark Detection & Extinguishing Control Unit RS-PCUSP1L is designed to minimize the risk of fire and explosion in dust filtration and pneumatic conveying systems. This control unit communicates with a variety of components to monitor and protect up to six individual zones. The Control Units RS-CUSP1L & RS-PCU1610SD are FM Approved.
Raptor Spark™ Detection & Extinguishing Control Unit RS-PCU1610SD
The Raptor Spark Detection & Extinguishing Control Unit (RS-PCU1610SD) is designed to minimize the risk of fire and explosion in dust filtration and pneumatic conveying systems. This control unit communicates with a variety of components to monitor and protect up to sixteen individual zones. The Control Unit (RS-PCU1610SD) is FM Approved.
Raptor Spark™ Extinguishing Assembly RS-EXT02
The Extinguishing Assembly RS-EXT02 is designed to work in conjunction with the RS-PCUSP1L control unit and RS-SD02 Spark Detectors. When the control module gets a signal that a hazard has been detected, the extinguishing assembly is activated. A water spray is initiated inside the piping system to extinguish sparks or glowing embers that could cause fire or explosion. The Extinguishing Assembly RS-EXT02 is FM Approved and ATEX Certified.
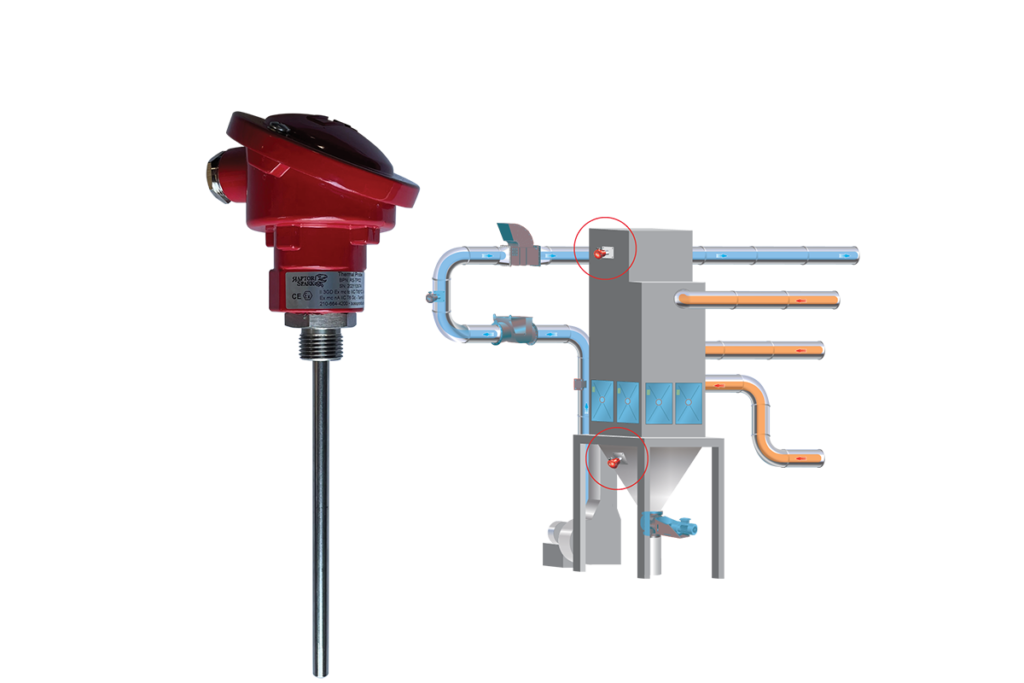
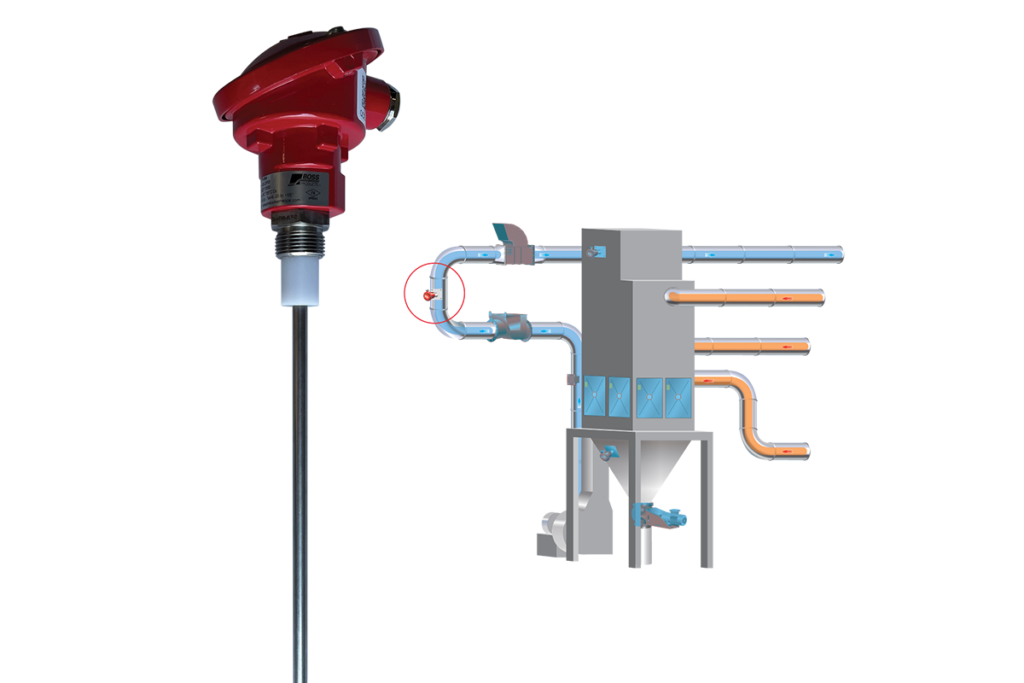
Raptor Spark™ Thermal Probe RS-TP02
The Raptor Spark™ Thermal Probe RS-TP02 monitors the temperature rise within a vessel using thermostatic technology. The Thermal Probe is complete with an alarm function which signals upon rapid temperature rise based on fixed threshold set points to monitor the temperature in enclosures. It is designed to be used specifically for fire protection in dust collection systems.
Download Datasheet
Raptor Spark™ Dust Probe RS-DP03
The Raptor Spark™ Dust Probe RS-DP03 is a microprocessor based instrument that is designed to detect and measure dust emissions caused by leaks in filtration media. Design characteristics include precalibrated digital optically isolated outputs and a set of LED indicators.
The Spark Detector RS-SD02 is designed to work with the RS-PCUSP1L Control Unit. The Spark Detector uses advanced technology and circuitry, sensitive to infrared light to detect sparks, flames, and incandescent material that passes in front of its optical element. The Spark Detector RS-SD02 is FM Approved and ATEX Certified.
Download Datasheet
Raptor Spark™ Test Lamp RS-TL02
PRODUCT CODES: 50301, 50302, 50303, 50304
The Test Lamp (RS-TL02) is designed to work in association with the Spark Detectors (RS-SD02). The Test Lamp provides a function check to ensure the cleanliness of the Spark Detector lenses by emitting high infrared radiation into ducting or pneumatic conveying lines across from the spark detectors to simulate a spark or glowing ember in the line. The Test Lamp (RS-TL02) is FM Approved and ATEX Certified.
Download Datasheet
Firebreak Shutter EM-FBS
The Firebreak Shutter EM-FBS is engineered to isolate fires and fire hazards in process ventilation and dust collecting applications. Firebreak Shutters EM-FBS are installed in a multitude of applications ranging from wood dust, metal dust, oil mist and/or any other process that has a fire hazard. Preventative (active) and reactive (passive) solutions are available.
Download Datasheet
Water Pressure Booster Pump RS-CPR
The Raptor Spark™ Water Pressure Booster Pump RS-CPR was designed to regulate water pressure going into the extinguishing unit. It is the best solution for facilities that have over or under pressure water lines available for installation of the Spark Detection and Extinguishing System.
Download Datasheet
AST Canada installs BOSS Products EcoMAXX® family of Explosion Prevention, Fire Isolation and Diversion devices to keep any size facility as safe as possible.